
- +8615586668226
- [email protected]
- No. 30, Hongbang Industrial Park, Shenzhen
Usinage par décharge électrique (EDM) est un procédé d'enlèvement de métal non traditionnel et contrôlé qui utilise des décharges électriques (étincelles) pour créer une forme ou une finition souhaitée. J'ai pu constater de visu que cette méthode est excellente pour façonner des métaux durs et des motifs complexes qui posent des problèmes aux méthodes d'usinage conventionnelles. EDM est une technologie d'usinage des métaux particulièrement utile pour les pièces qui résistent aux procédés d'usinage conventionnels. Contrairement aux méthodes traditionnelles qui s'appuient sur la force mécanique, EDM utilise un matériau conducteur d'électricité pour découper la pièce avec précision.
EDM est un procédé polyvalent utilisé dans toutes les industries pour couper une variété de métaux durs. Mon expérience en matière de EDM m'a montré sa capacité à obtenir des tolérances serrées et des finitions de surface lisses. Il est particulièrement utile dans les industries telles que l'aérospatiale, l'automobile et la fabrication d'appareils médicaux, où la précision est primordiale. EDM permet d'obtenir des formes et des dessins complexes qu'il serait difficile, voire impossible, de réaliser avec d'autres méthodes.
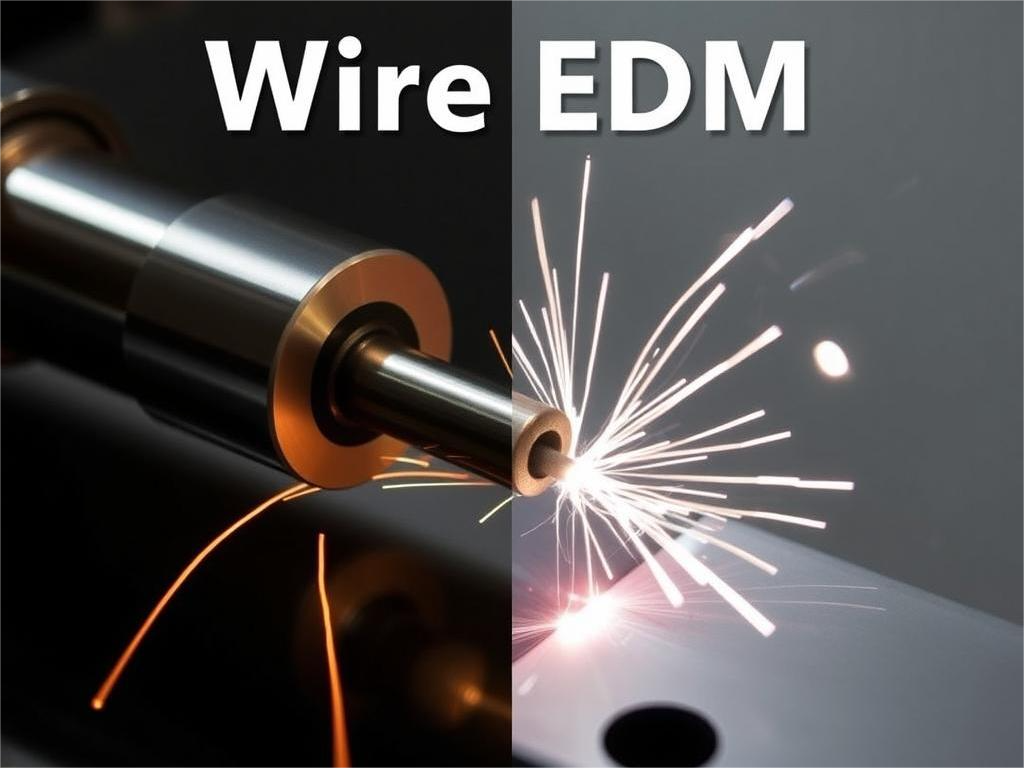
A machine d'électroérosion à fil fonctionne selon le principe de l'érosion contrôlée par des décharges électriques rapides entre une fine couche d'argile et une couche d'argile. fil-électrode et la pièce à usiner, immergée dans une fluide diélectrique. Electro-érosion à fil utilise un mince fil chauffé pour couper le métal. Au fur et à mesure que le fil-électrode En s'approchant de la pièce, la différence de tension provoque une étincelle qui traverse l'interstice et vaporise une petite quantité de matériau.
Je trouve que le processus d'électroérosion à fil fascinant parce que le fil-électrode n'entre pas en contact avec la pièce. C'est l'étincelle qui se charge de la coupe, créant ainsi un trait de scie précis. L'étincelle fluide diélectrique joue un rôle crucial en éliminant les débris, en refroidissant l'eau et en réduisant les émissions de gaz à effet de serre. fil-électrode et la pièce, et contrôler l'étincelle. Il s'agit d'un processus incroyablement précis. Les processus d'électroérosion à fil implique une alimentation continue de la fil-électrodeLa surface de coupe est toujours fraîche, ce qui permet d'obtenir des résultats constants.
Il y a principalement deux types d'EDM: GED de la plomberie (également connu sous le nom de ram EDM ou conventionnel EDM) et électroérosion à fil. EDM par immersion utilise une électrode ayant la forme de la cavité souhaitée, tandis que la électroérosion à filComme nous l'avons vu, il emploie une fine fil-électrode. J'ai travaillé avec les deux, et chacun a ses points forts. EDM se présente sous deux formes principales : GED de la plomberie et électroérosion à fil.
EDM par immersion est idéal pour créer des cavités borgnes, des détails complexes et des formes tridimensionnelles complexes. Electro-érosion à filEn revanche, il excelle dans la découpe de matériaux pour créer des profils et des contours. Electro-érosion à fil utilise un fil de fer comme électrode, tandis que GED de la plomberie utilise une électrode ayant la forme de la cavité souhaitée. Le choix entre GED de la plomberie et électroérosion à fil dépend de l'application spécifique et du résultat souhaité.
Les principaux Différence entre les plombs et l'EDM et électroérosion à fil réside dans le type d'électrode utilisé et la coupe qui en résulte. En tant que professionnel de la fabrication, je peux vous dire que GED de la plomberie crée une cavité en "enfonçant" une électrode façonnée dans la pièce à usiner, alors que le électroérosion à fil coupe le matériau comme une scie de haute technologie. Une différence entre GED de la plomberie et électroérosion à fil est que GED de la plomberie ne peut pas produire des angles plus étroits.
EDM par immersion est un meilleur choix pour les formes 3D complexes, tandis que électroérosion à fil est préférable pour les profils 2D complexes. EDM par immersion utilise une électrode ayant la forme de la cavité souhaitée, tandis que la électroérosion à fil utilise une fine fil métallique. EDM par immersion est idéal pour la création de moules et de matrices, tandis que le procédé électroérosion à fil excelle dans la création de poinçons et d'autres pièces complexes.
Le avantages de l'électroérosion à fil sont nombreuses, en particulier dans le paysage actuel de la fabrication de précision. J'ai personnellement été témoin de la façon dont les électroérosion à fil peut produire des pièces d'une précision et d'une finition de surface exceptionnelles, éliminant souvent le besoin d'opérations de finition secondaires. Electro-érosion à fil utilise l'usinage pour créer une électrode.
Electro-érosion à fil peut traiter une large gamme de matériaux conducteurs, y compris les aciers trempés et les alliages exotiques. Il est également idéal pour créer des caractéristiques délicates et complexes sans exercer de contrainte mécanique sur la pièce. Electro-érosion à fil permet aux fabricants de produire des pièces avec des tolérances serrées et d'excellents états de surface.
Electro-érosion à fil trouve des applications dans un large éventail d'industries. D'après mon expérience, les entreprises aérospatiales l'utilisent pour créer des composants précis pour les moteurs et les cellules d'avion, tandis que les fabricants d'appareils médicaux s'en servent pour fabriquer des instruments chirurgicaux complexes. Ce qui fait que électroérosion à fil particulièrement utile dans les industries qui exigent une grande précision et des conceptions complexes.
L'industrie automobile utilise électroérosion à fil pour l'outillage, le prototypage et même les pièces de production. Je l'ai également vu utilisé dans l'industrie électronique pour créer des connecteurs et d'autres petits composants précis. Il permet de découper une grande variété de matériaux. Electro-érosion à fil est utilisé dans diverses industries pour couper une variété de métaux durs. Il s'agit notamment de aérospatialeL'industrie de l'automobile est en plein essor, mais elle est aussi en train de se développer.
| L'industrie | Application |
| Aérospatiale | Composants de moteur, pièces de cellule |
| Automobile | Outillage, prototypes, pièces de production |
| Dispositifs médicaux | Instruments chirurgicaux, implants |
| Électronique | Connecteurs, contacts |
| Outillage et matrices | Composants de moules et de matrices |
| Robotique | Composants pour systèmes robotiques |
| Produits de consommation | Pièces pour divers biens de consommation |
| Énergie et énergies renouvelables | Composants pour la production et le stockage d'énergie |
L'un des aspects les plus intéressants de la électroérosion à fil est sa polyvalence dans le traitement de divers matériaux. J'ai travaillé avec toutes sortes de matériaux, des aciers à outils trempés aux alliages exotiques tels que l'Inconel et le titane, et j'ai obtenu d'excellents résultats. Electro-érosion à fil utilise un matériau conducteur d'électricité. La capacité de électroérosion à fil La capacité à traiter des matériaux difficiles à usiner lui confère une valeur inestimable dans de nombreuses applications.
Cependant, il est important de se rappeler que électroérosion à fil ne convient qu'aux matériaux conducteurs. Les matériaux tels que les plastiques et les céramiques ne sont pas compatibles avec ce procédé. Tant que le matériau est conducteur d'électricité, électroérosion à fil peut probablement s'en charger.
Le fluide diélectrique est un élément essentiel de la processus d'électroérosion à fil. Il remplit de multiples fonctions, notamment l'élimination des débris, le refroidissement de l'eau et la réduction des émissions de gaz à effet de serre. fil-électrode et de la pièce, et de contrôler l'étincelle. J'insiste toujours sur l'importance d'utiliser la bonne fluide diélectrique et le maintien de sa qualité pour des résultats optimaux.
Le fluide diélectrique crée un environnement optimal pour que les décharges électriques se produisent. Il contribue également à prévenir l'apparition prématurée de fil de fer et assure une finition lisse de la surface. Sans lui, le processus d'électroérosion à fil ne fonctionnerait tout simplement pas. Les fluide diélectrique aide à contrôler la fil de fer et la température de la pièce.
Choisir entre Usinage CNC et électroérosion à fil dépend de plusieurs facteurs, dont le matériau, la géométrie de la pièce et les tolérances souhaitées. D'après mon expérience, Usinage CNC est généralement plus rapide et plus rentable pour les formes plus simples et les matériaux plus tendres. Usinage CNC peut être utilisé pour des formes plus simples. Electro-érosion à fil est préférable pour les formes complexes et les matériaux durs. C'est également un bon choix lorsque des tolérances serrées et une finition de surface fine sont requises.
Cependant, électroérosion à fil brille lorsqu'il s'agit de matériaux durs, de détails complexes et de tolérances serrées. Les la précision de l'usinage est également un facteur important. Electro-érosion à fil est plus précis que Usinage CNC.
Voici un tableau comparatif pour une meilleure compréhension :
| Fonctionnalité | Usinage CNC | Electro-érosion à fil |
| Matériau | Large gamme de produits, y compris les produits non conducteurs | Matériaux conducteurs uniquement |
| Complexité | Modéré | Élevé, en particulier pour les profils 2D complexes |
| Vitesse | Généralement plus rapide | Plus lent |
| Coût | Plus bas pour les formes simples et les matériaux souples | Plus élevé, mais justifié pour les formes complexes et les matériaux durs |
| Tolérance | Bon | Excellent |
| Finition de la surface | Bon, peut nécessiter une finition secondaire | Excellent, souvent aucune finition secondaire n'est nécessaire |
| Outil de coupe | Outils solides (fraises, perceuses, etc.) | Électrode à fil fin |
| Applications | Usinage général, prototypage, grandes pièces | Pièces complexes, matériaux durs, tolérances serrées |
| Processus | Coupe mécanique avec outils rotatifs | Érosion par décharge électrique |
| Limites | Difficultés avec les matériaux très durs ou cassants | Vitesse de coupe plus lente, limitée aux matériaux conducteurs |
| Avantages | Polyvalence, rapidité pour les pièces simples, rentabilité | Haute précision, excellent état de surface, traitement des matériaux durs |
Si vous avez besoin d'aide pour prendre une décision, n'hésitez pas à nous contacter. Nous pourrons discuter de votre besoins en matière d'usinage et déterminer la meilleure approche pour votre projet.
Technologie EDM est en constante évolution. Je suis enthousiasmé par les progrès de l'automatisation, de l'usinage multi-axes et de l'amélioration de la qualité de l'air. fil-électrode matériaux. Ces innovations promettent une précision, une efficacité et une polyvalence encore plus grandes dans les années à venir.
L'un des domaines à surveiller est le développement de nouvelles fluides diélectriques qui améliorent les performances et le respect de l'environnement. L'intégration de l'intelligence artificielle pour l'optimisation des processus et la maintenance prédictive en est une autre. L'avenir des EDM est lumineux.
Quelle est la différence entre l'électroérosion et l'électroérosion à fil ?
Les principaux différence entre EDM et électroérosion à fil est le type d'électrode utilisé. EDM se réfère généralement à GED de la plomberiequi utilise une électrode en forme, tandis que électroérosion à fil utilise une fine fil-électrode pour couper la pièce comme une scie.
Quels sont les avantages de l'électroérosion à fil ?
Le avantages de l'électroérosion à fil Les avantages de cette technologie sont notamment une grande précision, la capacité de couper des matériaux durs et exotiques, un excellent état de surface, la possibilité de créer des formes complexes et une contrainte minimale sur la pièce à usiner.
Quels matériaux peuvent être utilisés dans l'électroérosion à fil ?
Electro-érosion à fil peut être utilisé sur n'importe quel matériau conducteur, y compris l'acier, l'aluminium, le cuivre, le laiton, le titane et l'Inconel. Le matériau doit être capable de conduire l'électricité pour que le procédé fonctionne.
Quelles sont les industries qui utilisent l'électroérosion à fil ?
Electro-érosion à fil est utilisé dans un large éventail d'industries, notamment l'aérospatiale, l'automobile, les dispositifs médicaux, l'électronique, l'outillage et les matrices, ainsi que dans tout secteur exigeant une grande précision et des pièces complexes.
Voici les points les plus importants à retenir électroérosion à fil:
Electro-érosion à fil est un processus d'usinage très précis qui utilise des décharges électriques pour couper des matériaux conducteurs.
Il excelle dans la création de formes complexes et le travail de matériaux durs.
Electro-érosion à fil offre des avantages en termes de précision, d'état de surface et de capacité à traiter des pièces délicates.
Le fluide diélectrique joue un rôle crucial dans la processus d'électroérosion à fil.
Choisir entre Usinage CNC et électroérosion à fil dépend des exigences spécifiques de l'application.
Technologie EDM continue de progresser, promettant des capacités encore plus grandes à l'avenir.
En tant que principal fournisseur de Services de fabrication CNCNous, à cnc-fabrication.com tirer parti des dernières innovations en matière de électroérosion à fil et d'autres techniques de fabrication avancées afin de fournir des résultats exceptionnels à nos clients. Que vous ayez besoin de usinage de précision, fabrication de tôlesou prototypage rapideNotre équipe d'experts est là pour vous aider. Nous proposons également Solutions CNC et services d'assemblage.









Découvrez les dernières tendances et les faits les plus récents concernant la fabrication CNC sur notre blog.

Shenzhen Runkey Precision Technology Co. Ltd, une filiale du Groupe Tensun, est votre solution unique de confiance pour la fabrication sur mesure, du prototypage à la production. Transformer votre idée en réalité grâce à des ressources de fabrication numérique, des processus rationalisés, des conseils d'experts, des délais accélérés et une qualité sans compromis.
©2024. CNC Fabrication Tous droits réservés.