Tappade hål: 5 väsentliga skillnader förklarade för framgång!
Innehållsförteckning
Inledning
När man konstruerar mekaniska enheter är det viktigt att förstå skillnaderna mellan olika typer av hål som används för fästelement.
Gängade och gängade hål är vanliga termer, men de orsakar ofta förvirring. Den här artikeln kommer att klargöra dessa begrepp, utforska processerna bakom gängtappning och gängning och hjälpa dig att förstå när du ska använda varje term på rätt sätt.
Vad är Tapping?
Gängtappning är en process där man skapar invändiga gängor i ett hål för att få plats med en skruv eller bult. Ett gängat hål är helt enkelt ett hål med invändiga gängor. För att starta gängprocessen borras ett hål som är något mindre än huvuddiametern på det gängade fästelementet som ska användas. Här är formeln för att bestämma rätt borrstorlek för ANSI-gängor:
När hålet är borrat används en gängtapp för att forma gängor på insidan. Gängtappar finns i olika varianter, t.ex. handgängtappar, kraftgängtappar och avsmalnande gängtappar, och är märkta med följande information:
Nominell storlek (gängor/tum)
Gängform Beteckning
Material som kranen är tillverkad av
Tolerans för pitchdiameter
Den nominella storleken avser gängdensiteten och gängformsbeteckningen anger gängfamiljen (t.ex. ACME, UNC, UNF etc.). Materialet är vanligtvis slitstarkt, t.ex. hårdmetall, och toleransen ger en kod som representerar gängprecisionen.
Tips för avlyssning:
Handgängade gängtappar kontra CNC-gängtappar: CNC-gängtappar ger högre precision jämfört med handgängtappar, så välj CNC när det är möjligt.
Blindhål: Börja med en konisk gängtapp och byt sedan till en bottengängad gängtapp för djupare gängning. En bottengängad gängtapp gängas nästan helt till hålets botten, vilket säkerställer optimal gängning.
Spiralspetsade gängtappar: Undvik spiralformade spetsar i blindhål under CNC-bearbetning, eftersom de trycker ner spånor i hålet. Använd istället gängtappar med spiralfläns eller avbruten gänga.
Gängformande gängtappar: Dessa gängtappar formar gängor genom spånfri kompression, vilket resulterar i starkare gängor med längre livslängd. De kräver en större gängborrdiameter, så rådfråga Handbok för maskiner för lämpliga beräkningar.
Många förväxlar frigångshål med gängade hål, men frigångshål är inte gängade. De är borrade för att den gängade delen av ett fästelement ska kunna passera igenom, med en mutter som klämmer ihop komponenterna i motsatt ände.
Vad är trådning?
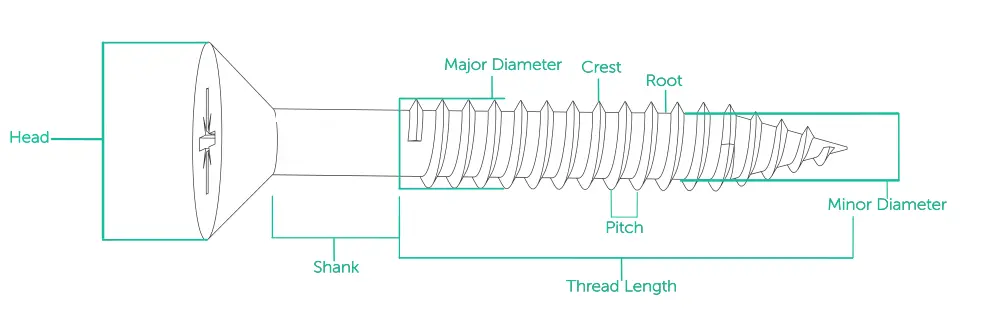
Gängning är en process där man skapar utvändiga gängor på ett cylindriskt fästelement som en skruv eller bult. Dessa utvändiga gängor griper in i de invändiga gängorna i ett gängat hål för att fästa ihop komponenterna.
Gängning börjar vid den punkt där fästelementet griper in i materialet och löper längs den cylindriska kroppen till skaftet (den ogängade delen). Gängade fästelement, som skruvar och bultar, har använts i århundraden för att hålla ihop komponenter. I synnerhet skruvar fungerar som enkla maskiner som omvandlar rotationskraft (vridmoment) till linjär kraft, på samma sätt som Arkimedesskruven.
Proffstips: När man konstruerar ett gängat fästelement är det ofta bättre att använda standardfästelement. Om anpassade fästelement är nödvändiga, använd gängningsberäkningar för att säkerställa korrekt design.
Viktiga slutsatser:
Gängat hål: Ett gängat hål är ett gängat hål som har skapats genom gängskärning för att bilda invändiga gängor.
Gängat hål kontra gängat hål: Dessa termer används ofta synonymt eftersom ett gängat hål helt enkelt är en annan term för ett gängat hål.
Borrat hål vs. gängat hål: Ett borrat hål är ett slätt cylindriskt hål, medan ett gängat hål har invändiga gängor för att rymma ett fästelement.
Slutsats
Att förstå skillnaden mellan gängade hål och tappade hål är viktigt för mekanisk konstruktion. Båda termerna används ofta synonymt, men om du känner till den korrekta processen bakom varje term kan du förbättra din konstruktions funktionalitet och noggrannhet. Oavsett om du borrar eller gängtappar, kan våra CNC-bearbetningstjänster kan producera dina kundanpassade delar snabbt och effektivt.
Ladda upp din design och upplev vår snabba offertfeedback om tillverkningsbarhet och precisionsbearbetningsprocess. Låt oss hjälpa dig att förverkliga dina projekt, med delar klara på så lite som två dagar!