
- +8615586668226
- [email protected]
- No. 30, Hongbang Industrial Park, Shenzhen
Elektrisk urladdningsbearbetning (EDM) är en icke-traditionell, kontrollerad metallborttagningsprocess som använder elektriska urladdningar (gnistor) för att skapa en önskad form eller finish. Jag har själv sett hur den här metoden utmärker sig när det gäller att forma hårda metaller och komplicerade konstruktioner som är utmanande för konventionella bearbetningsmetoder. EDM är en metallbearbetningsteknik som är särskilt användbar för detaljer som är resistenta mot konventionella bearbetningsprocesser. Till skillnad från traditionella metoder som förlitar sig på mekanisk kraft, EDM använder ett elektriskt ledande material för att skära igenom arbetsstycket med precision.
EDM är en mångsidig process som används i olika branscher för att skära i en mängd olika hårdmetaller. Min erfarenhet av EDM har visat mig sin förmåga att uppnå snäva toleranser och släta ytfinishar. Den är särskilt användbar inom branscher som flyg- och rymdindustrin, bilindustrin och tillverkning av medicintekniska produkter, där precision är av yttersta vikt. EDM möjliggör komplexa former och konstruktioner som skulle vara svåra eller omöjliga att åstadkomma med andra metoder.
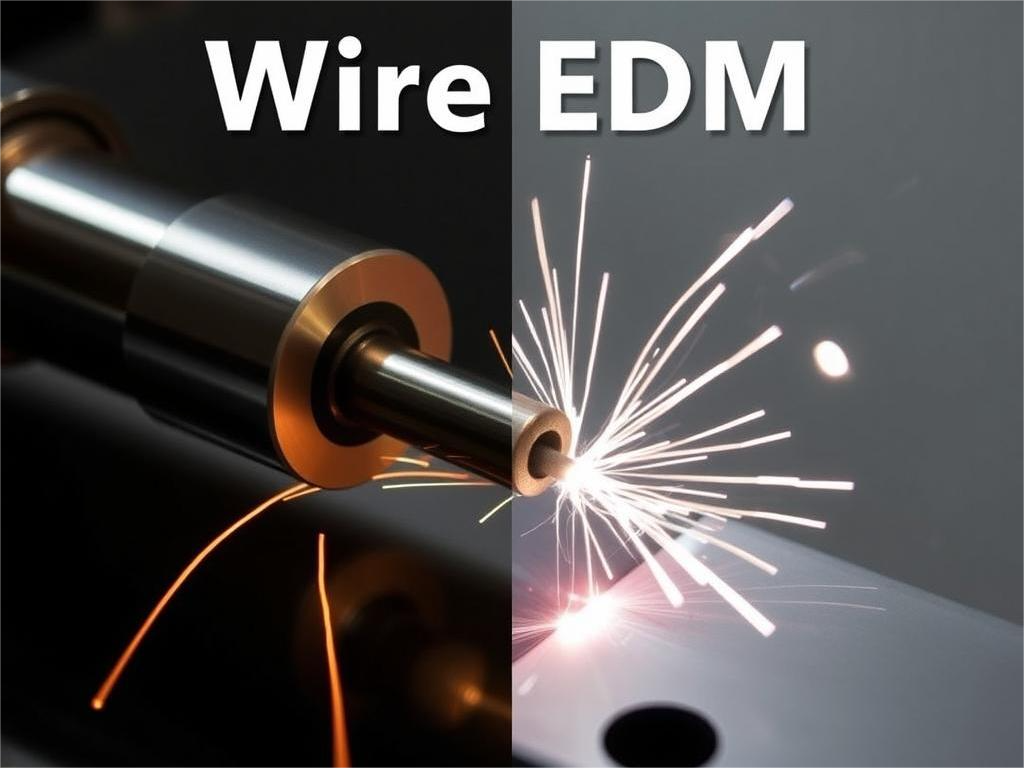
A maskin för trådgnistning fungerar enligt principen om kontrollerad erosion genom snabba elektriska urladdningar mellan en tunn trådelektrod och arbetsstycket, nedsänkt i en dielektrisk vätska. Trådgnistning använder en tunn, uppvärmd tråd för att skära av metallen. Eftersom trådelektrod närmar sig arbetsstycket, gör spänningsskillnaden att en gnista hoppar över gapet och förångar en liten mängd material.
Jag tycker att Trådgnistningsprocess fascinerande eftersom trådelektrod själv inte vidrör arbetsstycket. Istället gör gnistan skärningen och skapar ett exakt snitt. Den dielektrisk vätska spelar en avgörande roll genom att spola bort skräp, kyla trådelektrod och arbetsstycket och kontrollerar gnistan. Det är en otroligt exakt process. Den Trådgnistningsprocess innebär en kontinuerlig inmatning av trådelektrodvilket ger en fräsch skäryta för konsekventa resultat.
Det finns främst två typer av EDM: sänka EDM (även känd som ram EDM eller konventionell EDM) och tråd-EDM. Sinker EDM använder en elektrod som är formad som den önskade kaviteten, medan tråd-EDMsom vi har diskuterat, använder en tunn trådelektrod. Jag har arbetat med båda, och båda har sina styrkor. EDM kommer i två huvudsakliga former: sänka EDM och tråd-EDM.
Sinker EDM är idealisk för att skapa blinda håligheter, intrikata detaljer och komplexa tredimensionella former. Trådgnistningär däremot utmärkt på att skära genom material för att skapa profiler och konturer. Trådgnistning använder en tråd som elektrod, medan sänka EDM använder en elektrod som är formad som den önskade kaviteten. Att välja mellan sänka EDM och tråd-EDM beror på den specifika tillämpningen och det önskade resultatet.
De viktigaste skillnad mellan sänka EDM och tråd-EDM ligger i vilken typ av elektrod som används och det resulterande snittet. Som yrkesverksam inom tillverkningsindustrin kan jag berätta att sänka EDM skapar en hålighet genom att "sänka" en formad elektrod i arbetsstycket, medan tråd-EDM skär genom materialet som en högteknologisk såg. En skillnad mellan sänka EDM och tråd-EDM är att sänka EDM kan inte producera smalare vinklar.
Sinker EDM är ett bättre val för komplexa 3D-former, medan tråd-EDM är att föredra för invecklade 2D-profiler. Sinker EDM använder en elektrod som är formad som den önskade kaviteten, medan tråd-EDM använder en tunn metalltråd. Sinker EDM processen är idealisk för att skapa formar och matriser, medan tråd-EDM utmärker sig genom att skapa stansar och andra invecklade delar.
Den Fördelar med trådgnistning är många, särskilt i dagens precisionsstyrda tillverkningslandskap. Jag har personligen bevittnat hur tråd-EDM kan producera detaljer med exceptionell noggrannhet och ytfinhet, vilket ofta eliminerar behovet av sekundära efterbearbetningar. Trådgnistning använder maskinbearbetning för att skapa en elektrod.
Trådgnistning kan hantera ett brett spektrum av ledande material, inklusive härdat stål och exotiska legeringar. Den är också idealisk för att skapa känsliga och invecklade detaljer utan att utsätta arbetsstycket för mekanisk påfrestning. Trådgnistning gör det möjligt för tillverkare att producera detaljer med snäva toleranser och utmärkt ytfinish.
Trådgnistning har tillämpningar inom en mängd olika branscher. Enligt min erfarenhet använder flyg- och rymdföretag det för att skapa exakta komponenter till motorer och flygplanskroppar, medan tillverkare av medicintekniska produkter förlitar sig på det för komplicerade kirurgiska instrument. Detta gör tråd-EDM särskilt användbara i branscher som kräver hög precision och komplicerade konstruktioner.
Fordonsindustrin använder sig av tråd-EDM för verktyg, prototyper och till och med produktionsdelar. Jag har också sett den användas inom elektronikindustrin för att skapa kontaktdon och andra små, exakta komponenter. Den används för att skära genom en mängd olika material. Trådgnistning används inom olika industrier för att skära i en mängd olika hårdmetaller. Dessa inkluderar flyg- och rymdindustrin, fordonsindustrin, medicintekniska produkter och elektronik, bland andra.
| Industri | Tillämpning |
| Flyg- och rymdindustrin | Motorkomponenter, delar till flygplansskrov |
| Fordon | Verktyg, prototyper, produktionsdelar |
| Medicintekniska produkter | Kirurgiska instrument, implantat |
| Elektronik | Anslutningar, kontakter |
| Verktyg och matriser | Komponenter till formar och verktyg |
| Robotteknik | Komponenter för robotsystem |
| Konsumentprodukter | Delar till olika konsumentvaror |
| Energi och förnybar energi | Komponenter för energiproduktion och lagring |
En av de stora sakerna med tråd-EDM är dess mångsidighet när det gäller att hantera olika material. Jag har arbetat med allt från härdat verktygsstål till exotiska legeringar som Inconel och titan, alla med utmärkta resultat. Trådgnistning använder ett elektriskt ledande material. Förmågan hos tråd-EDM för att hantera svårbearbetade material gör den ovärderlig i många applikationer.
Det är dock viktigt att komma ihåg att tråd-EDM är endast lämplig för ledande material. Material som t.ex. plast och keramik är inte kompatibla med denna process. Så länge materialet leder elektricitet, tråd-EDM kan sannolikt hantera det.
Den dielektrisk vätska är en kritisk komponent i Trådgnistningsprocess. Den har flera funktioner, bland annat att spola bort skräp, kyla trådelektrod och arbetsstycke samt kontroll av gnistan. Jag understryker alltid vikten av att använda rätt dielektrisk vätska och upprätthålla dess kvalitet för optimala resultat.
Den dielektrisk vätska skapar en optimal miljö för att de elektriska urladdningarna ska uppstå. Det hjälper också till att förhindra för tidig tråd brott och ger en jämn ytfinish. Utan den skulle Trådgnistningsprocess skulle helt enkelt inte fungera. Det dielektrisk vätska hjälper till att kontrollera tråd och arbetsstyckets temperatur.
Att välja mellan CNC-bearbetning och tråd-EDM beror på olika faktorer, bland annat material, delgeometri och önskade toleranser. Enligt min erfarenhet, CNC-bearbetning är i allmänhet snabbare och mer kostnadseffektivt för enklare former och mjukare material. CNC-bearbetning kan användas för enklare former. Trådgnistning är att föredra för komplexa former och hårda material. Det är också ett bra val när snäva toleranser och en fin ytfinish krävs.
Men.., tråd-EDM briljerar när det handlar om hårda material, komplicerade detaljer och snäva toleranser. Den precision i bearbetningen processen är också en viktig faktor. Trådgnistning är mer exakt än CNC-bearbetning.
Här är en jämförelsetabell för bättre förståelse:
| Funktion | CNC-bearbetning | Trådgnistning |
| Material | Brett sortiment, inklusive icke-ledande | Endast ledande material |
| Komplexitet | Måttlig | Hög, särskilt för komplicerade 2D-profiler |
| Hastighet | Generellt snabbare | Långsammare |
| Kostnad | Lägre för enkla former och mjukare material | Högre, men motiverat för komplexa former och hårda material |
| Tolerans | Bra | Utmärkt |
| Ytfinish | Bra, kan kräva sekundär efterbehandling | Utmärkt, ofta behövs ingen sekundär ytbehandling |
| Skärande verktyg | Solida verktyg (fräsar, borrar etc.) | Elektrod med tunn tråd |
| Tillämpningar | Allmän bearbetning, prototyptillverkning, stora detaljer | Invecklade delar, hårda material, snäva toleranser |
| Process | Mekanisk skärning med roterande verktyg | Erosion genom elektrisk urladdning |
| Begränsningar | Svårigheter med mycket hårda eller spröda material | Långsammare skärhastighet, begränsad till ledande material |
| Fördelar | Mångsidighet, snabbhet för enkla delar, kostnadseffektivt | Hög precision, utmärkt ytfinish, hanterar hårda material |
Om du behöver hjälp med att bestämma dig, tveka inte att höra av dig. Vi kan diskutera din bearbetningsbehov och hitta det bästa tillvägagångssättet för ditt projekt.
EDM-teknik utvecklas ständigt. Jag ser fram emot framsteg inom automation, fleraxlig bearbetning och förbättrad trådelektrod material. Dessa innovationer utlovar ännu större precision, effektivitet och mångsidighet under de kommande åren.
Ett område att hålla ögonen på är utvecklingen av nya dielektriska vätskor som erbjuder förbättrad prestanda och miljövänlighet. Ett annat exempel är integrationen av artificiell intelligens för processoptimering och förebyggande underhåll. Framtiden för EDM är ljus.
Vad är skillnaden mellan EDM och trådgnistning?
De viktigaste skillnad mellan EDM och tråd-EDM är den typ av elektrod som används. EDM avser i allmänhet sänka EDM, som använder en formad elektrod, medan tråd-EDM använder en tunn trådelektrod för att skära genom arbetsstycket som en såg.
Vilka är fördelarna med trådgnistning?
Den Fördelar med trådgnistning inkluderar hög precision, förmågan att skära i hårda och exotiska material, utmärkt ytfinish, förmågan att skapa invecklade former och minimal belastning på arbetsstycket.
Vilka material kan användas i trådgnistning?
Trådgnistning kan användas på alla ledande material, t.ex. stål, aluminium, koppar, mässing, titan och Inconel. Materialet måste kunna leda elektricitet för att processen ska fungera.
Vilka branscher använder trådgnistning?
Trådgnistning används inom en rad olika branscher, t.ex. flyg- och rymdindustrin, bilindustrin, medicinteknik, elektronik, verktyg och matriser samt alla branscher som kräver hög precision och komplicerade detaljer.
Här är de viktigaste sakerna att komma ihåg tråd-EDM:
Trådgnistning är en mycket exakt bearbetningsprocess som använder elektriska urladdningar för att skära i ledande material.
Den är utmärkt för att skapa komplicerade former och arbeta med hårda material.
Trådgnistning erbjuder fördelar när det gäller noggrannhet, ytfinhet och förmågan att hantera känsliga delar.
Den dielektrisk vätska spelar en avgörande roll i Trådgnistningsprocess.
Att välja mellan CNC-bearbetning och tråd-EDM beror på de specifika applikationskraven.
EDM-teknik fortsätter att utvecklas och lovar ännu större kapacitet i framtiden.
Som en ledande leverantör av CNC-tillverkningstjänster, vi på cnc-fabrikation.com dra nytta av det senaste inom tråd-EDM och andra avancerade tillverkningstekniker för att leverera exceptionella resultat till våra kunder. Oavsett om du behöver precisionsbearbetning, tillverkning av plåt, eller snabb prototyptillverkningär vårt team av experter här för att hjälpa till. Vi erbjuder också CNC-lösningar och monteringstjänster.









Få de senaste trenderna och fakta om CNC-tillverkning från vår blogg.

Shenzhen Runkey Precision Technology Co. Ltd, ett dotterbolag till Tensun Group, är din pålitliga one-stop-lösning för anpassad tillverkning från prototyp till produktion. Förvandla din idé till verklighet med digitala tillverkningsresurser, strömlinjeformade processer, expertvägledning, accelererade tidslinjer och kompromisslös kvalitet.
©2024. CNC Fabrication Alla rättigheter förbehållna.